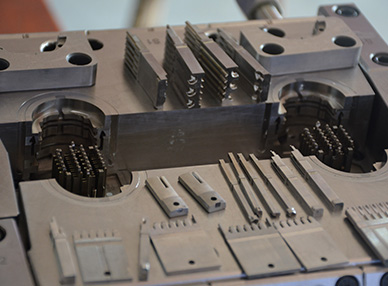
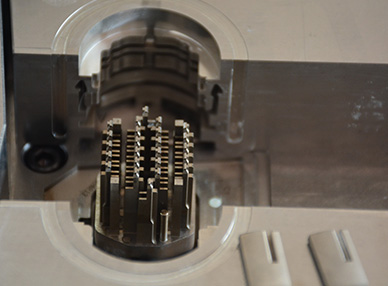
一:模具加工生產之電火花加工基本原理
1)工具電極和工件電極之間在加工時必須保持一定的間隙,一般是幾個微米至數百微米。
2)火花放電必須在一定絕緣性能的介質中,通常為煤油、去離子水等。工作液還有冷卻作用。
3)放電點局部區域的功率密度足夠高。
4)火花放電是瞬時的脈沖性放電,持續時間一般為1~1000ps 。
5)在先后兩次脈沖放電之間,應有足夠的停歇時間,排除電蝕產物,使電極間介質充分消電離,恢復介電性能。
二:模具加工生產之電火花加工特點
優點:
1)模具加工生產材料的去除是靠放電的熱作用實現的,而幾乎與其力學性能(硬度、強度)無關,因此適合于加工難以切削加工的材料;
2)工具電極和工件不接觸,適宜加工低剛度及微細加工、復雜表面形狀工件的加工;
3)直接用電能進行模具加工生產,易于數字控制、智能控制。
局限性:
1)用于導電材料的模具加工生產速度較慢;
2)存在電極損耗。

最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 日本產品專門模具廠——為您的創意和創新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產品的表面冷料痕會對產品產生什么影響?
- 實用技巧:解決注塑產品發亮問題的三大步驟
- 揭秘注塑行業痛點,專業技術助您解決產品縮水難題