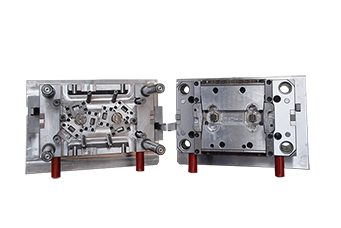
由于國內模具生產水平和要求不斷提高,實際上各方面的要求都接近出口模具的標準。下面主要分析以下幾點:
1、模具壽命:出口模具的最低壽命需要100萬次,一般的范圍在300萬次-500萬次。
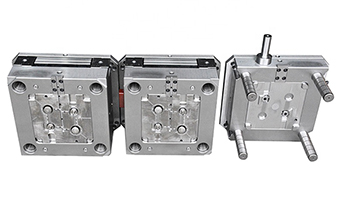
2、鋼材:由于對模具使用壽命的要求高,那么,所有的主要鋼料都需要由原廠進口采購鋼料,且需要進行熱處理。一般進口鋼料材料都具備 高強度以及耐腐蝕性和拋光性能。
3、配件:HASCO(公制標準)主要用于歐洲、DME(英制標準)主要用于美洲。

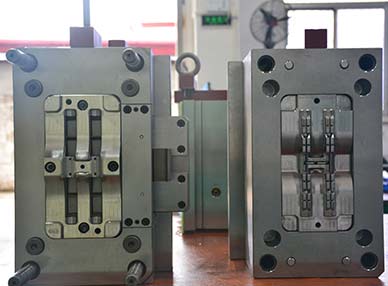
4、為了節約膠料,控制成本,大部分出口模都會使用熱流道進澆,
5、如:HASCO/INCOE/MASTER/GUTHER/Synventive/HUSKY/HRS/等,具體的一般客戶都會有特定的要求。
其他基本標準:頂針孔與運水孔邊緣、以及斜頂孔、鑲件孔等邊緣的距離必須最少保證6毫米,有時不能像國產模具那樣達到3MM或更少。模具的所有非密封位置和密封位置都應倒角,不得有利邊(考慮到工人的安全)。;在模具設計或修改模具時,如果有任何變化,都要通過客戶的同意,包括添加鑲件、更換頂針等。
6、模具不允許焊接,因為焊接會降低模具的強度,或者后續客戶需要拋光、曬傷等。會有瑕疵。
7、所有配件都需要標準件,如果必須定制非標件,則需要為客戶制作備件并說明。
8、必須保證最后的模圖與模具實物時候一致的。
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 日本產品專門模具廠——為您的創意和創新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產品的表面冷料痕會對產品產生什么影響?
- 實用技巧:解決注塑產品發亮問題的三大步驟
- 揭秘注塑行業痛點,專業技術助您解決產品縮水難題